
პროდუქტები
ჩინეთის საბითუმო სტომატოლოგიური ლაბორატორია 5 ღერძი CNC ცირკონიის cad cam სტომატოლოგიური საღარავი მანქანა
ჩინეთის საბითუმო სტომატოლოგიური ლაბორატორია 5 ღერძი CNC ცირკონიაcad cam სტომატოლოგიურისაღარავი მანქანა
სტომატოლოგიური ლაბორატორიის 5 ღერძიანი ცირკონიის საღარავი მანქანის ტექნოლოგიური პარამეტრი:
| ზომა | საჭრელი მანქანა: 550x565x460 მმ |
| მთავარი მანქანა: 450x250x450 მმ | |
| Წონა ნეტო | საჭრელი მანქანა: 95 კგ |
| მასპინძელი: 20 კგ | |
| ბრუნვის კუთხე | A 360° B: + 30° |
| Ძალა | 0.8 კვტ |
| დაფქვის სიზუსტე | 0.2 მმ |
| ინსტრუმენტების ბიბლიოთეკა | 5 |
| ხელსაწყოს სპეციფიკაციები | სპეციალური ხელსაწყოები სახელურის დიამეტრით 4 მმ, ხელსაწყოს ავტომატური შეცვლა და ხელსაწყოს ავტომატური გამოვლენა. |
| დამუშავების მეთოდი | ხუთღერძიანი კავშირი, ხელით ფრეზი |
| დამუშავებადი ტიპი | შიდა გვირგვინი, სრული გვირგვინი, ხიდი, სარგავი ხიდი, გვირგვინის სვეტის და ბირთვის დროებითი აღდგენა, ჩასმა, ჭანჭიკი, ტელესკოპური გვირგვინი |
| Მაქსიმალური სიჩქარე | 0-60000 rmp |
| შეფასებული სამუშაო წნევა | 4,5-6,0 ბარი (ზეთის და წყლის გარეშე) |
| ინსტალაციის პირობები | სტაბილური ძაბვა: 220-230V სტაბილური წნევა ≥ 6.0bar |
| ტენიანობა: 1 5-35℃ ფარდობითი ტენიანობა <80% | |
| გადაცემის ინტერფეისი | USB/Ethernet (უკანა USB კონექტორი, მავთულის კონექტორი) |
| წისქვილის მასალა | ცირკონია.ცვილი.ფისოვანი.კომპოზიციური მასალები |
სტომატოლოგიური ლაბორატორიის 5 ღერძიანი ცირკონიის საღარავი მანქანის მოკლე შესავალი:
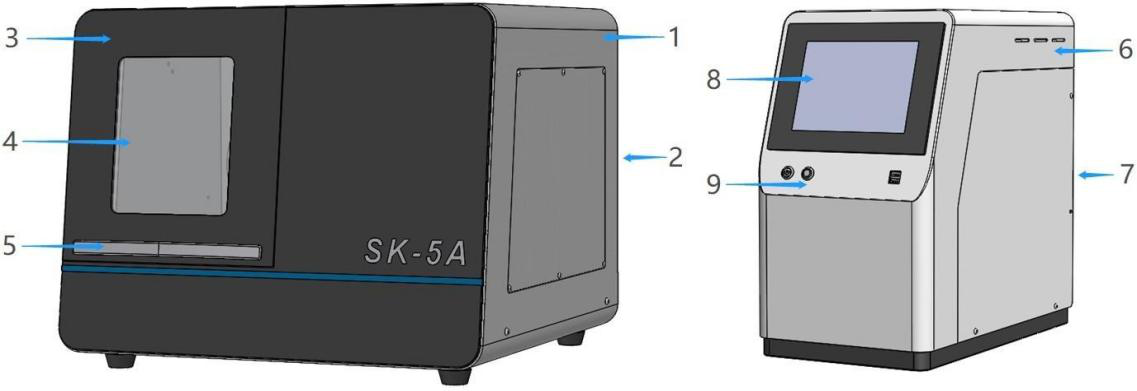
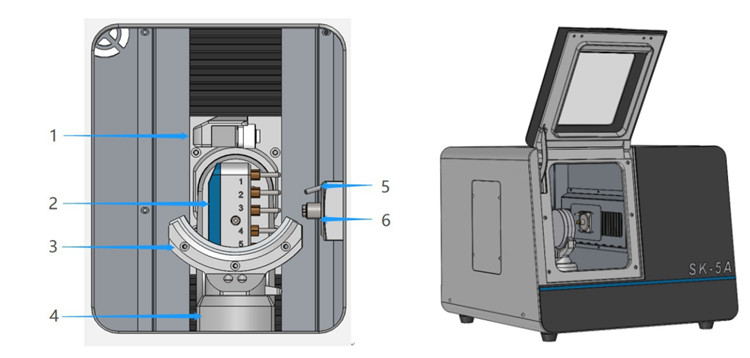
1. საჭრელი მანქანა 2. დამაკავშირებელი ფირფიტა საჭრელი დანადგარის უკანა მხარეს 3. ლუქი 4. დააკვირდით სამუშაო სალონის ფანჯარას
5.კარის სახელური 6.მასპინძელი 7.დამაკავშირებელი დაფა მასპინძლის უკანა მხარეს 8.ეკრანის ჩვენება 9.ოპერაციული პანელი
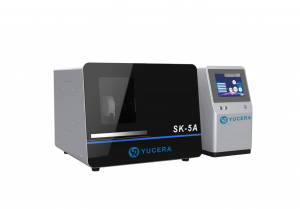
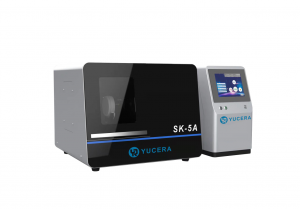
SK-5A ხუთღერძიანი საჭრელი მანქანა შექმნილია ციფრული დამუშავების გასაადვილებლად სტომატოლოგიური ტექნოლოგიების სფეროში და შეუძლია სხვადასხვა სახის დამუშავება
მასალების ტიპები.
დამაკავშირებელი დაფა სტომატოლოგიური ლაბორატორიის უკანა მხარეს 5 ღერძიანი ცირკონიის საღარავი მანქანა:
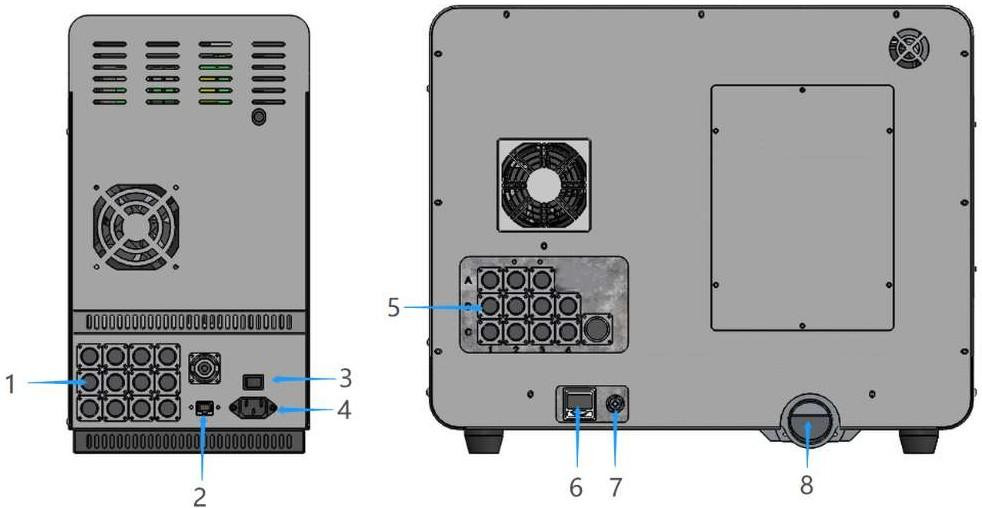
1. კონდახის შეერთება საჭრელი მანქანით 2. ქსელის ქოთანი 3. დენის გადამრთველი
4. დენის კავშირი 5. კონდახის შეერთება მასპინძელთან
6.ბარომეტრი 7.ჰაერის შესასვლელი 8.ვაკუუმის პორტი
სტომატოლოგიური ლაბორატორიის 5 ღერძიანი ცირკონიის საღარავი მანქანის უპირატესობები:
1. მარტივი შენახვა: როდესაც ყველა-ერთში მანქანა ვერ ხერხდება, გაყიდვების შემდგომი მოვლა უფრო რთულია.ცალკეული მანქანის დიზაინს სჭირდება მხოლოდ დამუშავების სისტემის შეცვლა განახლებისა და ტექნიკური მომსახურების დასასრულებლად;
2. კონტროლის სისტემა გამოყოფილია დამუშავების სისტემიდან, რათა შემცირდეს მტვრისგან გამოწვეული უმნიშვნელო დაზიანება ძირითადი ძრავისთვის.
3.38-40 ერთეული გვირგვინი/ხიდი.ინოვაციური C სამაგრის დიზაინი, ლითონის სამაგრთან შედარებით, ცირკონიის ბლოკების გამოყენების მაჩვენებელი გაიზარდა 30%-ით.
4. ვერტიკალური და ჰორიზონტალური დამუშავება არის ორივე აკვანი დამუშავება (შესაფერისი მცირე ზუსტი ნაწილების დამუშავებისთვის).ამ ორს შორის დიდი განსხვავება არ არის განლაგებისა და დამუშავების რეჟიმში, მაგრამ ჰორიზონტალური დამუშავების შესანიშნავი სტაბილურობის გამო, სიჩქარე შეიძლება გაიზარდოს თითქმის 20% -ით.


-

სტომატოლოგიური ლაბორატორიის საღარავი მანქანა Cadcam Dental L...
-

5 ღერძიანი სტომატოლოგიური CAD CAM საღარავი მანქანა ცირკისთვის...
-

Yucera 5 ღერძიანი გაყოფილი დიზაინის dentaire cad cam den...
-

ცხელი CADCAM 5 სველი საღარავი მანქანა Lithium Disili...
-
Yucera A51 A52 ხუთღერძიანი ცირკონიის დამუშავების...
-
Yucera Cad Cam SK-5A 5axis Dental Milling Machi...